

無鉛回流(liú)焊的溫度曲線圖
發布時間:2022-06-16 瀏(liú)覽:次 責任編輯:晉力達
無鉛回(huí)流焊是在SMT工業組裝基板上的主要方法。在SMT中無鉛回流焊是核心(xīn)工藝(yì)。因為表麵貼裝PCB的設計,無鉛(qiān)焊膏的印刷,元器(qì)件的貼裝,缺陷會集中在回流焊(hàn)的無鉛焊接。下麵晉力達小(xiǎo)編來介紹一下無(wú)鉛回流焊的溫度曲(qǔ)線圖(tú);
無(wú)鉛回流(liú)焊溫度曲線圖
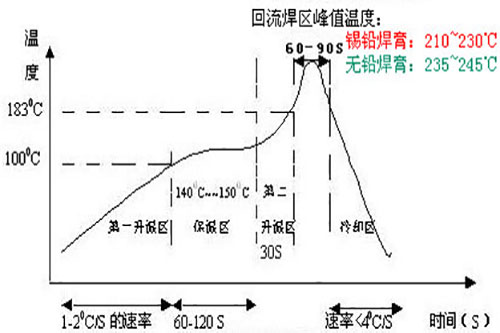
1.預熱(rè)區:溫度從室溫到150℃,升溫速率控製在2℃/s左右,溫度區持續60 ~ 150 s。
2.均溫區:溫度從150℃平(píng)穩緩慢上升到200℃,升溫速率小於1℃/s,在此區域的時間控製在60~120s(注(zhù)意(yì):此區域一(yī)定(dìng)要緩慢加熱,否則容易導致焊接不良)。
3.回流(liú)區:溫度從217℃到TMAX ~ 217℃,整(zhěng)個間歇時間控製在60 ~ 90s。BGA的話,高溫:240-260度,40秒左右。
4.冷卻區:溫度範圍從TMAX到180℃,降溫速率(lǜ)不超過4℃/s,從室溫25℃到250℃的(de)時間不超過6分鍾。
這個回流焊曲線隻是一個推薦值,客戶(hù)需要根據(jù)實際生產情況進行相應的調整。回流焊時間為30 ~ 90 s,對於一些熱容(róng)量較大的板,回流焊時間可以放寬120s。
關(guān)於以上解答文章,如果您還有其它疑問(wèn)可以谘詢91在线精品一区在线观看晉力達,91在线精品一区在线观看有專業的工(gōng)程師為您解答;
