

回流焊機(jī)溫度設置多少(shǎo)
發布時間(jiān):2020-12-23 瀏覽:次 責任編輯:晉力(lì)達
回流(liú)焊(hàn)機溫度設置多少?這個要看是焊接的哪種產品,無鉛產品和有鉛產品的溫度設置都(dōu)是不一樣的。另一個回(huí)流焊機內每個溫(wēn)區的溫度設置也是不一樣的(de),下麵晉(jìn)力達回流焊來具體與大家分享一下。(如果您想(xiǎng)了解更多回流焊,歡迎谘詢回流焊源頭(tóu)廠家生產熱線>>>400-9932 122)
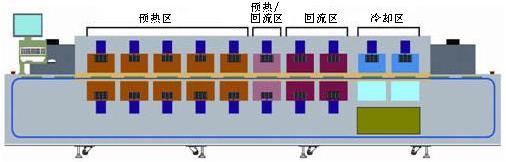
回流焊(hàn)溫區結構
回流焊機(jī)各溫區作(zuò)用和溫(wēn)度設置(zhì)
回流焊(hàn)機根據功能劃分溫區總共有(yǒu)四個(gè)溫區(qū):預熱區(qū)、均熱(rè)恒溫區、回流焊接去、冷卻區。每個溫區(qū)作用和溫度設置都是不一樣的(de)。
1、回流焊機預熱區作用和溫度設置
預熱是為了使焊膏活性化(huà),及避免浸錫時進行急劇高溫加熱引起部品不(bú)良所進行的加熱行為。是把室溫的PCB盡快加熱,以達到第二個特(tè)定(dìng)目標(biāo),但(dàn)升溫(wēn)速(sù)率要(yào)控製在適當範圍以(yǐ)內,如果過(guò)快,會產生熱衝擊,電路板和元件都可能(néng)受損;過慢,則溶劑揮發不充分,影響焊接質量。由於加熱速度較快,在溫區的後段SMA內的溫差較(jiào)大。為防止(zhǐ)熱衝擊對元件的損傷,一般規定大速度為4℃/s。然而,通常上升速率設定(dìng)為(wéi)1-3℃/s。典型的升溫速率為2℃/s。
2、回流焊機保溫(wēn)區作用(yòng)和溫度設置
保溫階段的主要目的是使回(huí)流焊爐(lú)膛內各元件的溫度(dù)趨於穩定,盡量減少溫差。在這個區域裏給予足夠的時間使(shǐ)較大元件的溫度趕上(shàng)較小元件(jiàn),並保證焊膏中的助焊(hàn)劑得到充分揮發。到保溫段結束,焊盤,焊料球及元件引腳上的氧化物(wù)在助焊劑的作用下(xià)被除去,整個電路板的溫度也達到平衡。應注意的是SMA上所有元件在這段結束時應具有相同的溫度,否則進入到回流段將會因(yīn)為各部分溫度不均產生各種不良焊接現象。
3、回流焊機(jī)焊接區作(zuò)用和溫度設置
在(zài)這區域裏加(jiā)熱器的溫度設置得(dé)高(gāo),使組件的溫度快速上升峰值溫度(dù)。在回流段其焊(hàn)接峰值溫度(dù)視所用焊膏的不同(tóng)而不同,般推薦為焊膏(gāo)的溶點溫度加20-40℃。對於熔點為183℃的63Sn/37Pb焊膏和熔點為179℃的Sn62/Pb36/Ag2焊膏,峰值溫度般為210-230℃,再流時間不要(yào)過長,以防(fáng)對SMA造成不良影響。理想的(de)溫(wēn)度(dù)曲線是超過焊錫熔點的“端區”覆蓋的麵積小。在回流焊接區要特別注意再(zài)流時間不(bú)要過長,以防對回流焊爐膛有(yǒu)損傷也可(kě)能會對電子元器件照成功能(néng)不良或造成線路板被烤焦等不良影響。
4、回流(liú)焊機冷(lěng)卻區作用和溫度設置
在此階段,溫度冷卻到固相溫度以下,使焊點凝固。冷卻速率將對焊點的強度產生影響。這段中焊膏內的鉛錫粉末已(yǐ)經熔化並充分潤濕被(bèi)連接表麵,應該(gāi)用盡可能快的速度來(lái)進行冷卻(què),這樣將有助於得到明亮的(de)焊(hàn)點並(bìng)有好的外形(xíng)和低的接觸角度。冷卻速率過(guò)慢,將導致過量共晶金屬(shǔ)化合物產生,以及在焊接點處易發生大的(de)晶粒結(jié)構,使焊接點強度變低,冷卻區降溫速(sù)率般在4℃/S左右,冷卻75℃即可。
