

無鉛波(bō)峰焊錫爐溫度多(duō)少才合適
發布(bù)時(shí)間:2021-01-30 瀏覽:次(cì) 責任編輯:晉力達
在無鉛波峰焊接工藝裏,預熱(rè)溫度是焊接品(pǐn)質好壞的前提條件。當助焊劑被均勻的塗覆到PCB板以後,需要提供適當的(de)溫度去激發助焊劑的活性,此過程將在預熱區實現。那麽,無鉛(qiān)波峰焊錫爐溫度多少才合適,接下來,由小編給(gěi)大家科(kē)普一下。(如果您想了解更多波峰焊,歡迎谘詢波(bō)峰焊源頭廠家生(shēng)產熱線>>>400-9932 122)
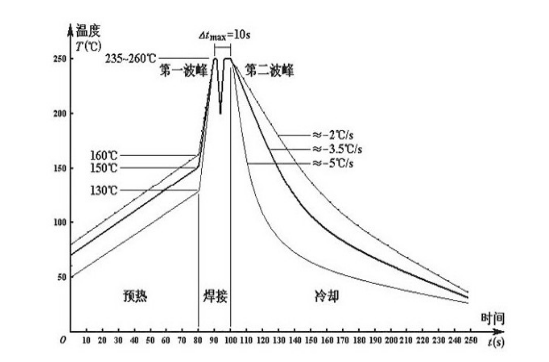
無鉛波峰焊溫度曲線
在波峰焊、無鉛波峰焊(hàn)接工藝中,錫爐溫度也是整個焊接係統的關鍵。無鉛波峰焊錫爐溫度一般在260度(dù)左右就可以太低的錫溫將導致潤濕不良,或(huò)引起流動(dòng)性變差,產生橋連或上錫不良。過高的錫溫則(zé)導致(zhì)焊料本身氧化嚴重,流動性變差,嚴重的將損傷元器件或PCB表麵的銅箔。
由於各處的設定溫度與(yǔ)PCB板麵實測溫度(dù)存在差異,並且焊接時受元件(jiàn)表麵溫度的(de)限製,有(yǒu)鉛波峰焊接的溫度(dù)設定在(zài)245℃左右,無鉛波峰焊接的溫度大(dà)約設定在250-260℃間。在此溫度下PCB焊點釺接時都可以達到上述的潤濕(shī)條件。
最(zuì)後,想(xiǎng)要(yào)了解(jiě)更多波峰焊相關內容,歡迎在線(xiàn)谘詢:400-9932 122。
