

真空(kōng)回流(liú)焊爐溫曲線特(tè)點
發布時間:2020-10-24 瀏覽:次 責任編輯:晉力(lì)達(dá)
爐溫曲線測量方式
真空回流焊在實際焊接(jiē)過程中,PCB 板需要在真空區停留約 10--30 秒左右,所(suǒ)以真空回流的測溫過程與傳統回(huí)流爐存在差(chà)異。設備軟件中設有專用測溫模式,當該模式啟動後,測溫板到達真空區時,鏈條整(zhěng)體停止運轉,真空腔的上蓋(gài)並不會下降(避免(miǎn)壓住測溫儀、測溫(wēn)線),真空泵也不會啟動,測溫板停(tíng)留時間達到真空參數設(shè)定的累計時間後(hòu),鏈條(tiáo)恢複(fù)運(yùn)轉,從而完成模擬測(cè)試(shì)回流曲(qǔ)線。
為了更精確的(de)進行爐溫測試(shì),也可使用專用治具,此時可(kě)以不使用測溫模式,關閉真空腔,啟動真空泵進行實際測試;此時(shí)需(xū)要考慮測溫儀、測(cè)溫板的(de)整體長度與真空腔體長度(dù)的匹配。
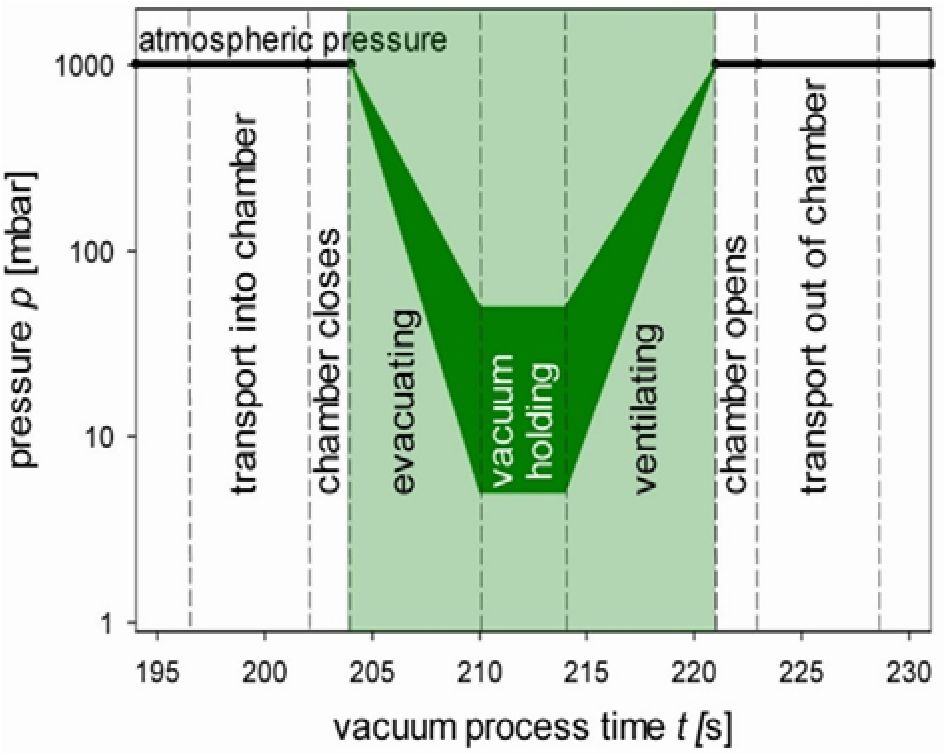
回流時間延長(zhǎng)
PCB 板在真空區需要停留進行真空焊接處理,循環時(shí)間一般在 30 秒左右,然後才(cái)能繼續傳輸至冷卻段,因此,整體回流時間將較普通回流焊要長,其 TAL 時間將達到 100 秒左右,圖 5 為典型的真空回流爐溫(wēn)曲線。一些對(duì)回流時間敏感的元(yuán)器件會帶來一定風險,需要在進行(háng)工藝設計(jì)時(shí)進行規避。
